Revistas
Revistas Archivo
Archivo

Este artículo es parte de la edición de octubre, 2021
Investigando las razones de un mal nacimiento
Las plantas de incubación, como la mayoría de las otras instalaciones de producción, basan sus operaciones en la planificación.
Los resultados de futuras nacimientos se pueden estimar con bastante precisión en base al conocimiento los estándares de la raza, la propia experiencia general de la planta y la incubabilidad previa de los huevos de la misma fuente, lo que permite predecir el número de pollitos de la próxima eclosión. Esto es importante, porque la salida debe coincidir con los pedidos y las granjas solo pueden aceptar desviaciones limitadas.

Sin embargo, las sorpresas ocurren incluso en las mejores plantas de incubación. Supongamos que ha ocurrido una eclosión inesperadamente pobre en una planta que ha utilizado un tipo de huevos bien conocido y un programa de incubación probado y en la que nada se ha cambiado en cuanto a los procedimientos básicos en torno a la recepción de huevos, su almacenamiento, la desinfección, la preparación para la carga y el programa de incubación. Una mala eclosión, que se desvía sustancialmente de las expectativas, suele sumar dos efectos negativos, menos pollitos nacidos y mala calidad de los mismos, en conjunto, un problema.

Los problemas comerciales relacionados con un cliente decepcionado pueden llegar a ser costosos, pero se pueden resolver. Para la planta de incubación en sí, las preguntas candentes son:
¿Qué pasó? ¿Qué falló y por qué? ¿Cómo podemos asegurarnos de que estos problemas no vuelvan a ocurrir?
Para responder a estas preguntas, necesitamos investigar el caso en detalle. El primer paso necesario es la recopilación de información:
-
¿Cuál es el alcance del problema?
¿Se limitó el mal resultado a una sola unidad en particular? Por ejemplo, una parte física de la planta de incubación: una sala, un grupo de máquinas, una sola máquina de carga, algunas nacedoras o incluso una sola nacedora? ¿Tal vez solo a una parte de una máquina? ¿Tal vez solo a un procedimiento técnico o manejo en particular? ¿Tal vez a un determinado camión de entrega de los huevos? ¿Tal vez solo a un lote de huevos? ¿Qué tienen en común las unidades afectadas? ¿Podría ser el suministro de aire, la conexión de electricidad, las tuberías, los controladores, la refrigeración o tal vez algún factor en la granja de reproducción, el tratamiento de una manada, un problema técnico en un gallinero, una enfermedad, una incorporación reciente de machos o algo más?. Esto ayuda a reducir la investigación.
-
¿Qué se ha visto en el miraje de los huevos – el precoz o el combinado con la transferencia – y en los nacimientos?
Una vez que hemos identificado la unidad afectada, debemos mirar los detalles. Para identificar la causa, necesitamos saber en qué fase se detuvo el desarrollo embrionario. ¿Fue una caída en la fertilidad o en la incubabilidad? Una fuerte caída en la fertilidad es rara.
Si sucede, el director de la granja generalmente conoce la causa y los efectos son duraderos. Incluso si todos los machos fueran retirados de una nave la fertilidad disminuiría lentamente durante un período de más de una semana. Una causa mucho más probable de una caída en la incubabilidad es la influencia de algún factor físico que mata a los embriones. Cada factor físico que afecta al desarrollo embrionario juega un papel diferente en las fases sucesivas de incubación e conocer el momento en el que la mayoría de los embriones fallaron ayuda a identificar qué factor es responsable del fallo.
Una primera distinción se puede hacer en función de un momento aproximado de la mortalidad embrionaria. Puede ser uno de los siguientes:
Mortalidad antes de la incubación o durante los primeros días de la misma
Es poco probable que una deficiencia nutricional o la edad avanzada de la manada sean las causas de un fuerte aumento de la mortalidad en esta etapa, ya que tienden a progresar gradualmente, lo que ocasiona menos efectos repentinos. Una causa mucho más probable es una intoxicación de resultas de la presencia de medicamentos – por ejemplo, nicarbazina – en una nueva entrega de pienso, una contaminación por micotoxinas o el uso de ingredientes incorrectos, caducados o simplemente mal mezclados.

Esto probablemente afectaría a toda la manada que ha comido este pienso, aunque también es posible un problema local relacionado con el desarrollo de mohos en un determinado silo. Un brote agudo de una enfermedad tiene un efecto a largo plazo y será visible en todos los lotes del mismo origen. Otra posibilidad son los factores operativos y técnicos resultantes de cambios en los procedimientos de manejo de los huevos, donde esto ni siquiera observarse si no se siguen unos estrictos procedimientos de control.
Cualquier cambio en las condiciones en el almacenamiento de los huevos de la granja, el sistema de desinfección – donde quiera que se aplique -, el estado técnico de un camión de reparto, el transporte prolongado del lote afectado en época de calor en una carretera llena de baches, merecen una atención especial aquí.
Un aumento repentino en el número de huevos claros, que probablemente solo se notará en la transferencia, requiere una mayor investigación ¿Se trataba realmente de huevos fértiles? ¿Murieron los embriones antes de la carga en la máquina debido a un transporte deficiente o a un mal almacenamiento? ¿O murieron más tarde, durante los primeros días de incubación? Para distinguir con precisión entre los embriones muertos y los huevos infértiles, se deben romper algunos y hacerlo suficientemente temprano pues si se hace en la transferencia el resultado no será de valor
Para diagnosticar el problema, puede ser útil el miraje de huevos – al menos de una muestra – en una fase mucho más temprana, o incluso abrir otros frescos justo después de su transporte. Este último no probará si los embriones están vivos o muertos, pero puede revelar su fase de desarrollo. Si el transporte fue largo y a alta temperatura, los embriones pasarán la etapa óptima y ya no podrán almacenarse. La placa embrionaria será mucho más grande de lo normal, y los embriones fallecerán en los primeros días de incubación.
La mortalidad embrionaria durante los primeros días de incubación no puede ser causada por una ventilación insuficiente o una humedad excesivamente alta o baja. Cuando tiene lugar en esta fase, los embriones solo necesitan la temperatura y un volteo correctos. Un sensor de temperatura defectuoso puede causar daños graves, pero en una máquina equipada con más de un sensor, el efecto solo será local.
La falta de volteo – especialmente durante los primeros días de incubación – o u volteo defectuoso – en un ángulo insuficiente – causaría una caída en la incubabilidad y un mayor número de anomalías embrionarias que se observarían al abrir los huevos no eclosionados. También es probable que estos defectos técnicos solo tengan consecuencias localizadas y, por lo tanto, solo afecten a una parte de la carga.
Mortalidad en los últimos días de incubación
Un aumento repentino y excesivo de la mortalidad embrionaria durante la parte media del proceso de incubación es bastante raro. La mayoría de las caídas inesperadas en la incubabilidad son el resultado de la mortalidad embrionaria tardía, pero pueden deberse a problemas que surgen mucho antes, incluso justo al comienzo de la incubación.
La presencia de grandes grupos de embriones muy desarrollados que mueren a la misma edad durante la últimos momentos de la incubación, a menudo combinada con unos supervivientes débiles y cansados, apunta a un problema común. Se estaban desarrollando con éxito hasta cierto momento, lo que significa que las condiciones anteriores deben haber sido lo suficientemente buenas pero, al igual que los corredores de larga distancia, topan con algo hacia el final de la carrera. ¿Qué podría ser «el muro» en este caso?

Diferentes escenarios son posibles. Hacia el final de la incubación, los embriones grandes, constreñidos firmemente por la cáscara del huevo, se vuelven muy sensibles al sobrecalentamiento y a una ventilación insuficiente. La razón más común para el aumento de la mortalidad embrionaria tardía es la ventilación que se ha cortado durante demasiado tiempo.
La ventilación proporciona aire fresco y refrigeración por medio del aire. La demanda de ventilación aumenta rápidamente después del día 10 y se vuelve crítica durante los últimos días de incubación. La falta de oxígeno se convierte en el asesino más rápido a esa edad. Al buscar la razón de la mala eclosión, es importante observar cuidadosamente la historia del clima, incluso hora a hora, desde el día 15 en adelante, ya que es muy probable que la explicación se encuentre aquí.
Es necesaria una investigación detallada porque incluso un descanso relativamente corto en la ventilación, tan solo 30 minutos, puede causar mucho daño. Un alto porcentaje de muertos en cáscara, con una apariencia húmeda, junto con pequeñas cámaras de aire, son un signo de pérdida de peso insuficiente del huevo. De hecho, este tipo de mortalidad es otro tipo de asfixia: los embriones «se ahogan en sus cáscaras», ya que las cámaras de aire son demasiado pequeñas. Para evitar que esto suceda, es importante controlar la evaporación lo suficientemente temprano como para garantizar la pérdida de peso óptima final del huevo.
Si la humedad relativa se aparta del control en una máquina en particular que está realizando un programa de incubación probado, buscar una posible fuga de agua o un sensor defectuoso, lo que origina un aumento en el nivel real de humedad por encima del punto de ajuste. La aplicación incorrecta de algunos tipos de desinfectante – por ejemplo, por una concentración incorrecta – puede provocar que los poros de las cáscaras se bloqueen, lo que dificultará el intercambio de gases y la evaporación del agua y, por lo tanto, impedirá el desarrollo de las cámaras de aire. La temperatura sigue siendo crítica durante toda la incubación. Actúa como el pedal del acelerador en un coche: acelera los procesos metabólicos si se presiona más – demasiado alta – y los ralentiza si se presiona menos – demasiado baja -. El rango óptimo es estrecho, por lo que la temperatura puede llegar a ser fácilmente demasiado baja o demasiado alta.
El sobrecalentamiento conduce a pollitos débiles o incluso puede matar a los embriones en su cáscara. Los sobrevivientes estarán cansados y demasiado agotados para completar la eclosión y muchos estarán vivos en la cáscara, pero sin fuerzas. Las temperaturas demasiado bajas ralentizarán el desarrollo, retrasarán la eclosión y también harán que los embriones sean demasiado débiles para eclosionar.
Los embriones y los pollitos serán pequeños y retrasados en el desarrollo. Por tanto, en la unidad afectada, verificar el sensor de temperatura y las funciones de enfriamiento y revisar la ventilación. La malposición de muchos embriones sugiere que los huevos podrían haber sido cargados al revés, con la punta aguda hacia arriba. Aunque los embriones afectados mueran tarde, los problemas pueden provenir de los primeros días de incubación. Otra causa podría ser que el sistema de volteo no funciona correctamente.
¿Mortalidad de la máquina de carga o de la nacedora?
Los malos resultados de los nacimientos a menudo van de la mano con una mala calidad de los pollitos. En la nacedora, los efectos de la incubación en la máquina de carga y la influencia de las condiciones de la nacedora se combinan y acumulan.
En el caso de un pobre nacimiento, la pregunta fundamental es: ¿dónde está el problema que lo originó? ¿En la máquina de carga o en la nacedora? Si bien los síntomas pueden superponerse, es probable que los problemas de aquella aparezcan en muchas nacedoras, a menos que solo una sección de la misma sea defectuosa.
Un desglose de los huevos no eclosionados y su distribución en la nacedora proporcionará más información. Muchos embriones que mueren durante la fase final de picar la cáscara para nacer sugieren que el problema se encuentra en la nacedora en lugar de en la otra.
Los últimos días que los huevos pasan en la nacedora son críticos. Los embriones son grandes y necesitan mucho aire fresco y enfriamiento. Una escasa ventilación y la poca uniformidad de la temperatura en la máquina se vuelven peligrosas. Una fuga de agua, causando una zona fría en la máquina, un bloqueo en el suministro de agua fría al sistema de enfriamiento, unos sensores defectuosos, una válvula de ventilación bloqueada, unas alarmas ignoradas, ya sea por casualidad, error o falta de conocimiento, son todos elementos posibles que deben verificarse enseguida.
Es probable que una distribución potencialmente desigual de la calidad del pollo y la mortalidad embrionaria en la máquina estén relacionados con problemas de ventilación, como una perturbación del circuito de aire. También puede deberse a un posicionamiento incorrecto de los carros con las bandejas, o de estas mismas, o bien a configuraciones incorrectas de las presiones de sministro y salida del aire.
Finalmente, los polluelos supervivientes pueden «decirnos» cuál era su problema. Por lo general, los síntomas como los vientres grandes y duros, a menudo combinados con unos ombligos mal cerrados, sugieren problemas de humedad.
¿Los ombligos están secos o mojados? ¿A qué altura se picaron las cáscaras? Unos pollitos cansados y agotados, con manchas rojas sobre sus picos, unos corvejones rojos y un corto plumón en la cabeza son todos indicios de que su temperatura debe ser revisada. ¿Se observan rastros de sangre dentro de las cáscaras? ¿Cómo era la humedad de éstas? ¿Y estaban limpias o sucias? ¿Y podría significar unos pollitos pegajosos un problema de volteo?
Todo esto puede parecer un montón de preguntas, pero deben hacerse y responderse para evitar que unos resultados decepcionantes en los nacimientos vuelvan a suceder.
Resumiendo, si ocurre una mala eclosión:
-
Localizar el problema: ¿en qué parte de la planta de incubación y en qué fase del proceso?
-
Analizar los síntomas e identificar sus probables antecedentes técnicos.
-
Identificar el momento de una alta mortalidad embrionaria y relacionarlo con las causas más probables.
-
Si la mortalidad temprana es el caso, discutir el problema con el proveedor de los huevos.
-
Revisar las propias rutinas y procedimientos y comprobar si algo se ha cambiado.
-
No reaccionar de forma exagerada y no cambiar demasiado rápidamente un buen programa de incubación.
-
Revisar todas las demás máquinas de forma preventiva para evitar que el problema vuelva a ocurrir.
MACIEJ KOLANCZYK PAS Reform, 23-9-2021
Con el apoyo de:

Categorías

Clasificados octubre 2021
Leer Sumario SELECCIONES AVICOLAS N#754
Leer
El uso de antibióticos en animales está disminuyendo
Leer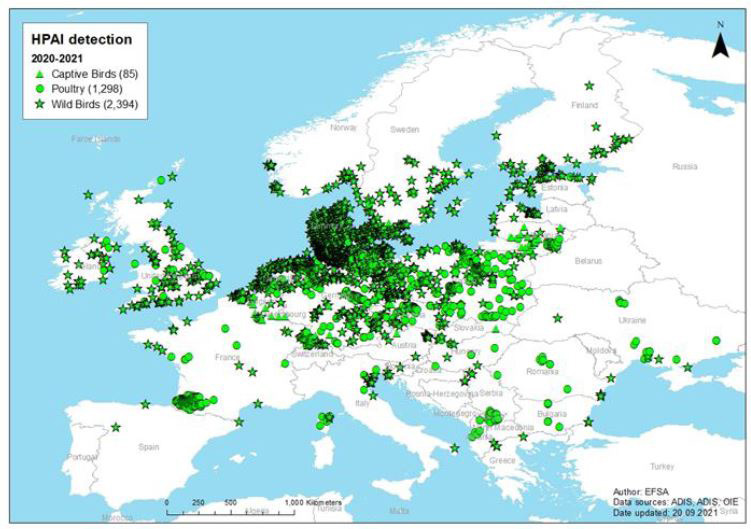
Detectados 3.777 casos de influenza aviar en Europa en 2020-2021, la mayor incidencia desde que se tienen registros
Leer
Manual de producción de huevos para pequeños criadores de países tropicales y subtropicales
Leer
El aumento de los costes de producción pone en riesgo los resultados de las empresas avícolas
Leer